In present days we normally use 100% cotton or wool french terry fabric. Here I am discussing CVC 60%+40% French Terry Fabric. This is to achieve higher durability and strength with the same smoothness and softness. The French terry (CVC 60%+40%) fabric is often used for luxurious warmth, softness, and durability. It’s made of a cotton-polyester blend and has an extremely soft pile on one side that resists piling, which may be due to the tight twist in the yarns. The smooth yarns are on the other side.
Normally French terry fabric is a loop-pile fabric with cotton filling in the loops. The fabric is available in different weights and can be used to create jumpers, shorts, pajamas, jackets, and blankets.
French terry fabric was created in the 1930s by the French textile designer Henri Desgranges.
CVC 60%+40% French Terry Fabric Knitting Dyeing and Finishing Development
Here I will share the recent CVC 60% 40% french terry fabric which I developed. I am sharing here it’s knitting, dyeing, finishing, and testing experiment which I did with the fabric.
I will show the target fabric which I got after the experiment.
Target Parameter of the fabric:
Fabric Type: French terry
Composition: CVC (60% Cotton + 40% Polyester)
Color Name: Black
Fabric Diameter: 160 cm open.
Fabric GSM: 280
Knitting of CVC 60%+40% French Terry:
The imported Yarn parameter:
| Yarn count and Type | 30/1 CVC 80%20%+75D 36f polyester+16/1 cvc 60%+40% |
| Yarn composition | 80%cotton+20% polyester, 100% poly, CVC 60%cotton+40%polyester |
| Yarn lot | According to supplier |
| Yarn Brand | Not shareable |
Knitting Parameter of CVC 60%+40% french terry fabric
| Machine Dia and Gauge | 30*20 |
| Total needle | 1860 |
| Stitch length | 45+29+45.5 |
| Machine No | Na |
| Machine Brand | Orizio |
| Machine RPM | 18 |
| Grey Width | 204 cm open |
| Grey GSM | 280 |
| Gray Wash | |
| Gray Wash GSM |
Dyeing of CVC 60%+40% French Terry Fabric:
Here will discuss the dyeing flow chart, dyeing process, dyeing recipe, and dyeing sequence image
Dyeing flow chart of CVC 60%+40% French Terry Fabric:
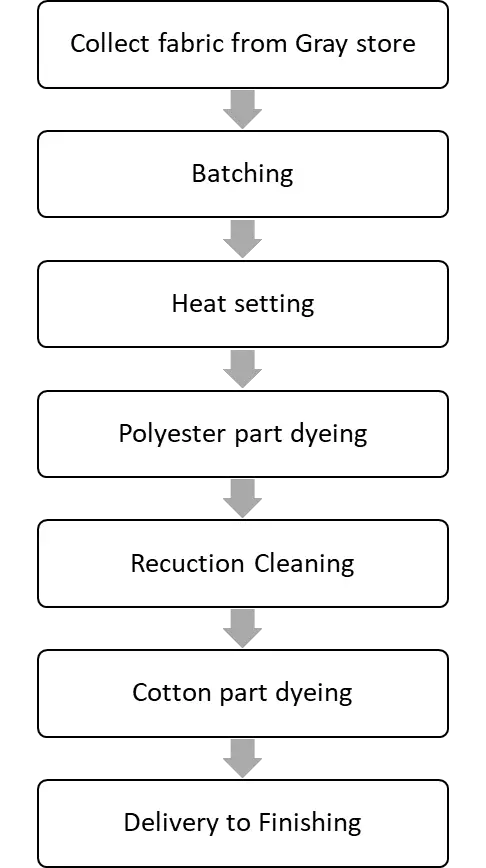
Description of the flow chart:
Collect from knitting gray store
⇩
Batching
⇩
Heat Setting Done in the finishing department
⇩
Polyester part dyeing
⇩
Reduction cleaning
⇩
Cotton part dying
⇩
Scouring and Bleaching
⇩
Enzyme
⇩
Cotton part dyeing
⇩
Soaping
⇩
Softening
⇩
Delivery to finishing
Dyeing Process of CVC 60%+40% French Terry Fabric Black Color:
Load the fabric
⇩
POLYESTER PART START
⇩
Oxalic acid+Detergent Inject = For remove impurities and neutralization
⇩
Run time 10min
⇩
Drain and wash for 5min
⇩
Acetic acid inject= For Control PH: 4.2 to 4.5
⇩
Rice the temperature at 80⁰C
⇩
Disperse dye stuff dossing 30min = For polyester part dying
⇩
Rise the temperature80 ⁰C to 95⁰C Grade 1⁰C = Grade for better penetration
⇩
Then rise temperature 95 ⁰C to 135 ⁰C Grade: 0.5 ⁰C
⇩
Run for 45min
⇩
Cooling at 135 ⁰C to 95 ⁰C grade: 1 ⁰C
⇩
Then 95 ⁰C to 79 ⁰C directly.
⇩
Check the sample = To achieve the required shade
⇩
If the shade ok then drain the dye bath
⇩
Normal hot at 80 ⁰C
⇩
Run for 10min
⇩
Wash for 10min
⇩
Caustic soda dossing 8min at temperature 50 ⁰C
⇩
Run for 5min
⇩
Rise the temperature to 80 ⁰C
⇩
Inject hydrose = for removing the loose disperse dyes
⇩
Rise the temperature at 90 ⁰C
⇩
Run for 10min
⇩
Cooling at 80 ⁰C and drain
⇩
Normal not at 90 ⁰C for 10min
⇩
Wash for 10min and drain
⇩
COTTON PART START
⇩
Detergent+Anticreasing agent+Oil remover+Peroxide stabilizer inject
⇩
Caustic soda dossing 10min
⇩
Run time 5min
⇩
Rise temperature at 70 ⁰C
⇩
Inject the Hydrogen peroxide
⇩
Rise the temperature to 100 ⁰C
⇩
Run time 60min
⇩
Cooling at 78 ⁰C
⇩
Shade check = Check the whiteness and absorbency
⇩
If ok drain
⇩
Normal hot at 80 ⁰C
⇩
Run time 10 min
⇩
Inject Acetic acid = For neutralization of Caustic
⇩
Run time 5min
⇩
Drain and wash for 5min
⇩
Peroxide killer Inject run for 5min
⇩
Drain and wash 10min
⇩
Rise temperature 55 ⁰C
⇩
Inject acetic acid = to control ph 4.5 for enzyme
⇩
Inject enzyme
⇩
Run time 60min
⇩
Shade check = For check the hairiness of the fabric
⇩
If ok then drain
⇩
Wash for 10min
⇩
Leveling pH check= PH 5.5 – 6;
⇩
Levelling Dosing 600c 5 minute
⇩
Runtime 10 minute
⇩
Color Dosing 25 minute
⇩
Runtime 10 minute
⇩
Salt dosing 10 minutes
⇩
Runtime 10 minute
⇩
Salt Sample Check and Fabric Quality check = The evenness of dyes
⇩
If ok then
⇩
1st Soda dosing 20 minutes (10%)
⇩
Runtime 10 minute
⇩
2nd Soda dosing 20 minutes (80%)
⇩
Run time 15min
⇩
Shade check but shade light
⇩
Addition extra color dossing 25min
⇩
Runtime 15min
⇩
Sample Check
⇩
Shade ok and then drain (Rinse drain is better)
⇩
Normal, not 80 0c run 10min
⇩
Wash until clear the loose dyes are (Not more than 20min)
⇩
Inject soaping agent
⇩
Rise 90 0c and run 10min
⇩
Check shade if the ok drain
⇩
Wash clear
⇩
Fixing agent dos 5min
⇩
Runtime 10min
⇩
Wash clear
⇩
Softener dossing 7min
⇩
Check softness if ok
⇩
Unload and deliver to finishing
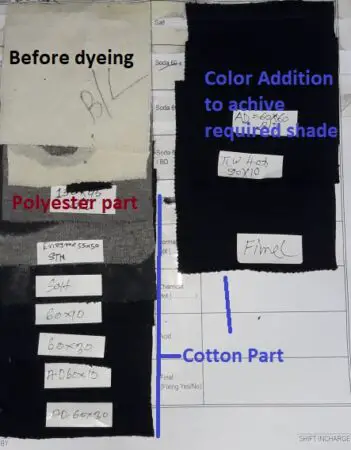
The actual dyeing sequence image is given below:
Finishing of CVC 60%+40% French Terry Fabric:
Finishing flow chart:
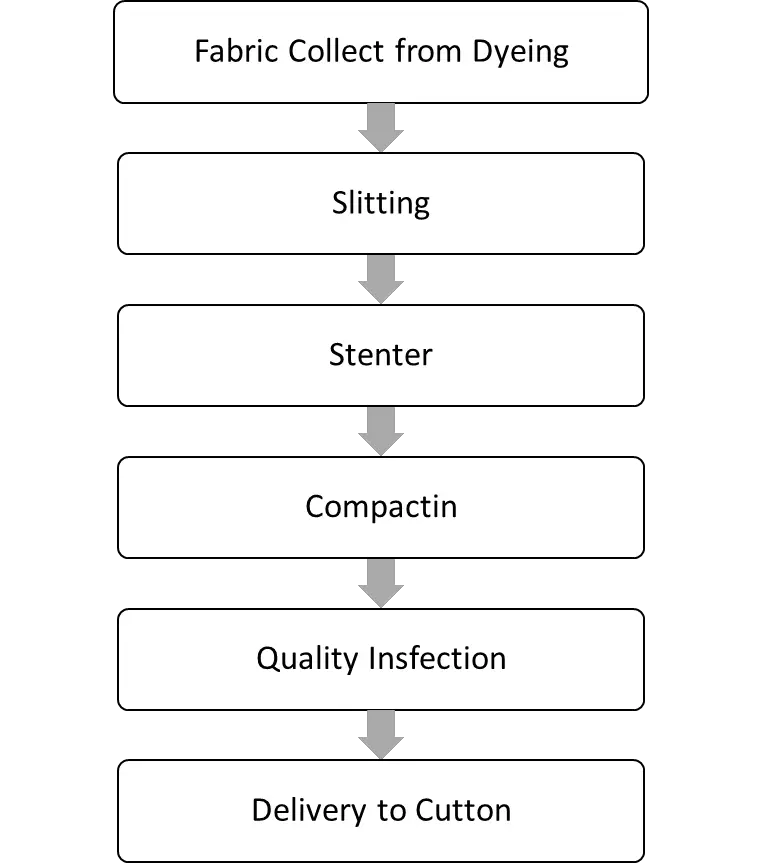
Heat Setting In Stenter Parameter:
| Name | Heat Set |
| Width set | 165 |
| Over Feed | 15 % |
| Temperature | 190 |
| RPM/ Speed | 24 |
| Pedder Pressure | 3+2 |
| Vibration | |
| Softener Type | Cationic |
| After Dry Width | 160 F 165 |
| After Dry GSM | 280 F 268 |
| Before diameter | 215 |
| Before GSM | 248 |
Slitting Parameter:
| Machine Speed | 40 |
| Padder pressure | 1.5 kg |
| Over Feed | |
| Fabric In Diameter | 30 |
| Fabric Out Diameter | 160 |
Stenter/Compacting
| Stanter/Dryer | Compacting | ||
| Width set | 165 | ||
| Over Feed | 50% | Temperature | 120 |
| Temperature | 110 | Steam Pressure | 30 |
| RPM/ Speed | 13 | Width set | 160 |
| Padder Pressure | 3+2 | Over feed% | 30% |
| Vibration | RPM/Speed | 14 | |
| Softener Type | Cationic | Compaction% | blank |
| After Dry Width | 160 f 162 | After Width | 160 f 160 |
| After Dry GSM | 280 F 280 | After GSM | 280 f 290 |
| Wash gsm | 293 |
Final width= 160 f 160 Final GSM=280 f 290
Shrinkage with tumble dry:
Length=+2 %
Width=-2%
SP%=2%
Shrinkage of line dry:
Length=+2.4%
Width=+0.5%
SP%=0.9 %
Comments:
Testing of the CVC 60%+40% French Terry Dyed Fabric:
To check the different quality parameters fabric was given to the testing lab for physical and chemical testing which are stated below. Here I show the actual result which I got. We took preventive steps by checking the parameter.
Conclusion of Test Results:
| Sl. No. | Test Name | Results (A) |
| 01 | Dimensional Stability to Washing | Pass |
| 02 | Spirality After Washing | Pass |
| 03 | Color Fastness to Washing | Pass |
| 04 | Color Fastness to Rubbing | Pass |
| 05 | Color Fastness to Water | Pass |
| 06 | Color Fastness to Perspiration | pass |
| 07 | Color Fastness To Light | Pass |
| 08 | Color Fastness To Hot Press | pass |
| 09 | Resistance Of Pilling (ICI BOX Method) | Pass |
| 10 | Mass Per Unit Area | Pass |
| 11 | Fiber Analysis | Pass |
Now Description of the test process and its result.
01. Dimensional Stability To Washing
Test Method: BS EN ISO 6330:2012
Test Condition: Normal Program, Machine wash @40 degrees, Tumble Dry, 15.4gm ECE, 4gm Sodium Per borate & 0.65gm TAED reference detergents, Wascator washing machine with 2.0 kg load.
| Sample (A) | After One Wash | |
| Direction | Result | Client Requirement |
| Length | -1.3% | +0.5% to -5% |
| Width | +0.5% |
Remark: (+) Means Extension And (-) Means Shrinkage
02. Spirality After Washing
Test Method: BS ISO 16322-2: 2005
Test Condition: Normal Program, Machine wash @40 degrees, Tumble Dry, 15.4gm ECE, 4gm Sodium Per borate & 0.65gm TAED reference detergents, Wascator washing machine with 2.0 kg load.
| Sample (A) | Result (After One Wash) | Client Requirement |
| Spirality | 0.0% | 3% |
03. Color Fastness To Washing
Test Method: BS EN ISO 105 CO6-A1S:2010
Test Condition: Temperature at 40 degrees, Time 30 min, Detergent 4g/l ECE With 10 Steel Balls
| Sample (A) | Result | Client Requirement |
| Color Change | 4 | 4 |
| Color staining | 4 | |
| -Acetate | 4 | |
| -Cotton | 3-4 | |
| -Nylon | 3-4 | 3 |
| -Polyester | 3-4 | |
| -Acrylic | 4-5 | |
| -wool | 4-5 |
04. Color Fastness To Rubbing
Test Method: ISO 105 X12:2016
Test Stage: As Received Stage
| Sample (A) | Result | Client Requirement |
| Dry Rub | 4-5 | 4 |
| Wet Rub | 2-3 | / |
05. Color Fastness To Water
Test Method: BS EN ISO 105 E01:2013
Test Condition: Temperature at 37±2ºC, Time 4 hours.
| Sample(A) | Result | Client Requirement |
| Color Change | 4 | 4 |
| Color staining | 4 | 4 |
| -Acetate | 4 | |
| -Cotton | 4 | |
| -Nylon | 3-4 | 3 |
| -Polyester | 4 | |
| -Acrylic | 4 | |
| -wool | 4 |
06. Color Fastness To Perspiration
Test Method: BS EN ISO 105 E04:2013
Test Condition: Temperature at 37±2 degrees, Time 4 hours.
| Sample (A) | Result | ||
| Acid | Alkaline | Clint Requirment | |
| Color Change | 4 | 4 | 4 |
| Color staining | 4 | 4 | 4 |
| -Acetate | 4 | 4 | 4 |
| -Cotton | 4 | 4 | 4 |
| -Nylon | 3-4 | 3-4 | 4 |
| -Polyester | 4 | 4 | 4 |
| -Acrylic | 4-5 | 4 | 4 |
| -wool | 4 | 4-5 | 4 |
07. Color Fastness To Light
Test Method: BS EN ISO 105 B02:2014, Air Cool Xenon, Arc Lamp.
| Sample (A) | Result | Client Requirement |
| Up to Grade 4 (Blue wool scale) | 4 | 4 |
08. Color Fastness To Hot Press
Test Method: BS EN ISO 105X11:1994*
Test Condition: Temperature at 1500 C
| Sample (A) | Result | Result | Result | Result |
| Client Requirement | ||||
| Grading | Color Change | Color Staining | Change | Staining |
| Dry Hot Press | 4-5 | / | 4 | 4-Mar |
| Damp Hot Press | 4-5 | 4-5 | 4 | 4-Mar |
| Wet Hot Press | 4-5 | 3 | 4 | 4-Mar |
09. Resistance Of Pilling (ICI Box Method)
Test Method: BS EN ISO 12945-1:2020
Test Condition: As Received Stage
| Sample (A) | Result | Client Requirement | |
| After 10800 Cycle | Length Direction | Width Direction | |
| Grade | 4 | 4 | 4-Mar |
| Note: Fuzzy effects are observed. |
10. Mass Per Unit Area
Test Method: BS EN 12127: 1998
Test Stage: As Received Stage
| Sample (A) | Result | Client Requirement |
| Average | 293.3 g/m2 | 280 g/m2(+/-5%) |
11. Fiber Analysis
Test Method: ISO 1833:2006
Test Condition: As Received Stage
| Sample (A) | Result | Client Requirement | |
| Identification of fibers | Cotton + Polyester | -3% to +3% | |
| Analyzed fibers | Cotton | 60.2% | 60% Cotton |
| Polyester | 39.8% | 40% Polyester | |
| Note: Based On Moisture Regain Value According To Regulation ( EU ) No 1007/2011 |
Comments and solusion:
CVC 60%+40% French Terry Fabric and its development is a great development. During that development We face some problems and soluting the parameter:
Colorfastness to washing fails: To solve this problem we need extra soaping. After cotton part dyeing the processes will be followed to solve this problem are given below step by step:
soaping agent injects
⇩
The temperature at 95 degree
⇩
Run time 10min
⇩
Wash clear
⇩
2nd time the soaping agent injects
⇩
Rise temperature at 90 degrees
⇩
Run time 10min
⇩
Wash until the water is clear
⇩
Fixing agent dosing 5min
⇩
Runtime 10min
⇩
wash clear
⇩
softener and unload
Fastness to perspiration failure: The process given above will solve this problem also.
Fastness to hot press fails: For this, we have to use the dyestuff which has the capability to solve this problem. So, need to talk with the dye supplier.
Research link:
You may read some other articles
- 100% cotton crepe single jersey fabric dyeing and finishing process with a complete practical experiment
- Fleece Fabric || Dyeing, Finishing, and Testing Of 100% Cotton Fleece Fabric With A Complete Practical Experiment
- What Is Cotton Linen Blend Fabric? It’s Knitting, Dyeing,& Finishing Development
- A Complete Guide to Beginner’s Knitting Kit 2023
[…] CVC 60%+40% French Terry Fabric and Its Knitting, Dyeing, Finishing Development […]
[…] CVC 60%+40% French Terry Fabric and Its Knitting, Dyeing, Finishing Development […]
[…] CVC 60%+40% French Terry Fabric and Its Knitting, Dyeing, Finishing Development […]