Great || Cotton is a cellulose fiber and Tencel is a regenerated cellulose fiber. So Tencel cotton blend fabric is cellulosic. So that the characteristics of these two fibers are a little bit similar, this fabric is specially designed for undergarments and sportswear with better comfort.
Basic properties of cotton:
- Absorbent
- Non-toxic
- Biodegradable
- Cellulosic fiber
- Sustainable fiber
Basic properties of Tencel:
- Longer lasting softness
- Lusters
- Shiny
- Biodegradable
- More strength
So that the cotton Tencel blend fabric is chosen to get both properties.

Cotton Tencel blend fabric knitting practical example:
Here I am sharing one of the knitting dyeing processes with all documents that I did at the factory level. If you use this parameter at the factory level, you will get the same result. Let’s enjoy…..
Target parameter:
| Fabric type | Single Jersey |
| Composition | 50% cotton +50% Eco pure Tencel |
| Color Name /Pantone | Raw Shade |
| Shade % | 0.015 |
| Repaired Diameter | 150 CM (Open) |
| Required GSM | 180 |
| Special Note | The special fabric needs special care |
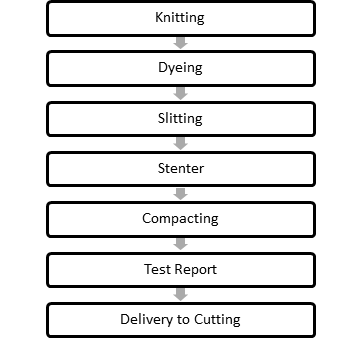
Estimated target process flow chart of cotton Tencel blends fabric:
Knitting of cotton Tencel blend fabric:
The complete knitting process of cotton Tencel blend fabric is discussed below
Imported Yarn Parameter:
We imported yarn from a reputed company for this cotton Tencel blend fabric. I am sharing the below parameter.
| Yarn count and Type | 24 S/1 single jerky |
| Yarn Composition | 50% cotton+ 50% Tencel |
| Yarn Composition | Not to be shared |
| Yarn Brand | Not to be share |
Knitting setting Parameter:
The setting parameter of knitting to get our target fabric is in the below table.
| Machine Dia and Gauge | 28 & 24 |
| Total Needle | 2112 |
| Stitch length | 28.5 |
| Machine Brand | Fukuhara |
| Machine RPM | 20 |
The parameter after Knitting of cotton Tencel blends fabric:
After completing knitting we get the fabric parameter stated below table.
| Grey fabric width | 196 cm (Open) |
| Gray GSM | 166 |
Dyeing of Tencel and cotton blend fabric:
Here we have completed knitting. Now we have the dye the fabric. We discussed below all the flow processes of dyeing which we did for this batch.
Flow Chart of dyeing:
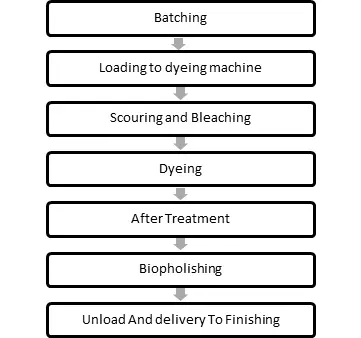
Short description of process flowchart of cotton Tencel blend:
I am giving here a short description for a better understanding of all the processes.
Batching:
Knitted fabrics are collected here to create a batch. Batch means the prepared fabric in dyeable format. Knitting is done roll to roll. Here fabric creates a rope according to the loading capacity of the dyeing machine. A batch card is also created for storing all the knitting and dyeing process parameters.
Loading to dyeing machine:
It is the 2nd step of the dyeing process. Lubricant is injected into the machine for avoiding friction between the machine and the fabric surface. Cycle time, Pump pressure, Reel speed, and Nozzle pressure setting is done here.
Scouring and Bleaching:
Normally scouring and bleaching are two different processes in oven fabric. But for knitting fabric, is done in the same batch. For cotton, Tencel blends fabric special multifunctional scouring agent, soda ash light, and hydrogen peroxide used for scouring and bleaching here. But when we dye only the cotton fabric, we use only caustic soda and hydrogen peroxide.0
Dyeing:
A special dyeing process is followed for Tencel cotton blend fabric. This is one of the best sensitive fabrics. So that it needs special care to get better results. On the other hand, dyeing faults can occur. This is why we use a long dyeing process. The result of this fabric dyeing process is good to use. I am personally using this process in by factory for better results.
After-treatment:
In this stage, neutralization is done. Then the unfixed dyes are removed by a soaping agent. Better or high-temperature soaping will give you better fastness properties. But here the dye shade% is low. So that no need to high soaping. Here core neutralizer is used to get better results. But we can also use only acetic acid for naturalization.
Bio Polishing:
Normally bio polishing is done after the scouring and bleaching state. But Tencel fiber is friction sensitive. So that after dyeing and soaping it creates excessive hairiness on the surface of the fabric. This is why bio-polishing is done when all process is complete.
It also noted that after bio polishing they will be 4-5% darker than previous. Because the surface will be clean and smooth and show an extra glossy effect.
Special note: Here softener is not used because it creates a white spot on the surface. Especially for dark colors. We have to use a softener during the center bath.
Dyeing Recipe:
Here I gave the chemical agent’s name. Because I am not sharing the original brand name.
| Chemical Name | G/L |
| Detergent | 2.00 |
| Anti-creasing agent | 2.00 |
| Sequestering agent | 1.00 |
| Multifunctional scouring agent | 2.00 |
| Soda Ash Lt | 2.00 |
| H2O2 | 1.00 |
| Peroxide killer | 0.15 |
| Acid (Neutralizing) | 0.7 |
| Leveling agent | 2.00 |
| Anti-creasing agent | 2.00 |
| Sequestering agent | 0.5 |
| Liyuansol yellow BLF | 0.0074% |
| Liyuansol Red BLF | 0.0014% |
| Liyuansol Blue BLF | 0.007% |
| Salt | 10 |
| Soda Ash Lt | 4 |
| Acid (Neutralizing) | 0.8 |
| Soaping Agent | 0.80 |
| Anti-creasing agent | 1.00 |
| Leveling agent | 2.00 |
| Core Neutralizer | 0.70 |
| Enzyme L2500 | 1.00 |
Dyeing process cotton Tencel blend step by step:
Batch quantity: 25kg
Dyeing Type: Reactive dyeing
M:L :1:10
Enzyme Type: Acid Enzyme
Special Note: Care full about the process. Enzyme/ Bio polishing after dyeing.
Scouring & Bleaching
Detergent + Anti-creasing agent = Inject
Temp 40c*= Fabric Load
Soda Ash Lt Dosing
Temperature 60c*20 Minute
Temperature 70c
Sequestering agent + H2O2 Dosing 5 Minute
Runtime 70c*40 Minute
Drain
Normal Hot 70*10
Acid 60*10 Minute
Dyeing
Leveling PH check 6.20
Leveling Dosing 60c 3 Minute
Color Dosing 25 Mints 70%
Runtime 10 mint
Color dosing 20 minute
Runtime 10
1st 10% Salt Dosing 10 Minute
Runtime 10 Minute
2nd 20% Salt dosing 10 Minute
Runtime 10 Minute
3rd 70% Salt Dosing 10 Minute
Runtime 10 Minute
Salt Sample check + Fabric Quality Check
1st 10% Soda dosing 15 minute
Runtime 10 minute
2nd 20% Soda dosing 15 minute
Runtime 10 minute
3rd 70% Soda dosing 15 minute
Runtime 10 minute
Sample check If ok then
Bath Drop
After Treatment
Soaping
Hot wash
Core neutralizer
Soaping
Bio polishing
The enzyme (Enzyme due to creating heavy hairy of Tencel fabric)
Unload
Finishing Process of cotton Tencel blend fabric:
Now we completed dyeing this fabric. Now we discuss the finishing process and parameter step by step below:
Finishing flow chart:
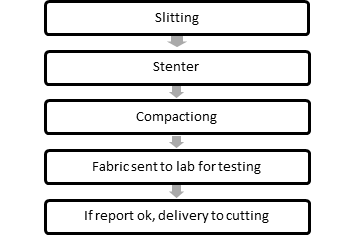
Short Description of the flow process stages for better understanding:
Slitting:
After knitting the fabric we get it as a tube format fabric. But we have to use an open center and compacting machine to get a better result. So that the fabric needs to open. This is why we use this machine to open this fabric.
Stenter:
We dry the fabric and control the dia, GSM, and shrinkage. For this, we need to appropriate setting. I am giving the setting which I did for this batch
Setting parameter :
| Stenter Parameter | ||
| Setting | Speed | 20 |
| Dia | 152 | |
| Tem | 130 | |
| Overfeed | 50 | |
| After Stenter | Dia | 143 |
| GSM | 175 | |
| Shrinkage | Length | |
| Width | ||
| Spirality |
Compacting:
Full dia, gsm, and shrinkage are controlled here. Better appearance and looking are done here. The overall quality of dyeing is controlled here.
I am giving the parameter which I did for the subjective batch.
| Compacting Parameter | ||||
| Setting | Overfeed | 35% | ||
| Speed | 16 | |||
| Topic | Target | Before | setting | after |
| Dia | 150 | 143 | 150 | 142 |
| Gsm | 180 | 170 | 175 | |
| Shrinkage | ||||
| Tumble dry | Length | -4% | ||
| Width | -2% | |||
| Spirality | 2% |
Now the fabric is sent to the testing lab for all the test reports.
Testing of cotton Tencel blends fabric:
How many Tests will be done on the fabric depends on the buyer’s requirement. This batch is done for development so the basic testing is done here. We did the test…
- Dimensional change in washing
- Spirality after washing.
- Busting Strength
- Pilling Resistance
- Mass Per Unit Area
- Fiber Analysis
Conclusion of Test Results:
| Sl. No. | Test Name | Results |
| 01 | Dimensional Change in Washing | Pass |
| 02 | Spirality After Washing | Pass |
| 03 | Bursting Strength | Pass |
| 04 | Pilling Resistance | Pass |
| 05 | Mass Per Unit Area | Pass |
| 06 | Fiber Analysis | See the test results |
All the test reports are stated one by one for this cotton Tencel blend fabric:
01. Dimensional Change in Washing
Test Method : ISO 5077+ ISO 3759+ ISO 6330: 2012
Test Condition: Normal Program, Machine Wash@40°C, Line Dry, Used domestic washing machine Miele, 25 gram Ariel Reference Detergent with 3.5kg load.
| Sample (A) | After One Wash | |
| Direction | Result | Client Requirement |
| Length | -4.6% | ±7% |
| Width | -4.6% |
Remark: (+) Means Extension And (-) Means Shrinkage
02. Spirality After Washing
Test Method: ISO 16322-3: 2005
Test Condition: Normal Program, Machine Wash@40°C, Line Dry, Used domestic washing machine Miele, 25 gram Ariel Reference Detergent with 3.5kg load.
| Sample (A) | Result | Client Requirement |
| Spirality | 4.0% | Max 4% |
03. Bursting Strength
Test Method: ISO 13938-2:2019, used 50 cm2 dia
Test Stage: As Received Stage
| Sample (A) | Result | Client Requirement |
| Average | 197.8 kPa | 100 kPa |
04. Resistance Of Pilling (ICI Box Method)
Test Method: EN ISO 12945-1:2020
Test Condition: As Received Stage
| Sample (A) | Result | Client Requirement | |
| After 10800 Cycle | Length Direction | Width Direction | |
| Grade | 4 | 4 | 3 |
| Note: Fuzzy effects are observed |
Visual Assessment
| Grade | Description |
| 5 | No Change |
| 4 | Slight Surface fuzzing and/or partially formed pills. |
| 3 | Moderate surface fuzzing and/or moderate pilling. Pills of varying size and density covering the specimen surface. |
| 2 | Dense surface fuzzing and/or severe pilling. Pills of varying size and density covering the whole of the specimen surface. |
| 1 | Dense surface fuzzing and/or severe pilling. Pills of varying size and density covering the whole of the specimen surface. |
5 Mass Per Unit Area
Test Method: EN 12127: 1998
Test Stage: As Received Stage
| Sample (A) | Result | Client Requirement |
| Average | 175.4 g/m2 | 180 g/m2(±5%) |
6 Fiber Analysis
Test Method: ISO 1833:2006
Test Condition: As Received Stage
| Sample (A) | Result | Client Requirement |
| Identification of fibers | 49% Cotton 51% Tencel | |
| Analyzed fibers | Cotton | 48.6% |
| Tencel | 51.4% | |
| Fiber Label Recommended | 49% Cotton 51% tencil | |
| Note: Based On Moisture Regain Value According To Regulation |
Conclusion or my comments:
This experiment is the most special ever. All the settled parameters are already discussed. Now we will state the findings during the investigation:
- Need special care to set knitting parameters to get better results.
- Dia, GSM, and Shrinkage reports are good so we can follow this knitting parameter for the bulk plan.
- We have to use the actual dyeing process for the cotton Tencel blend fabric dyeing process.
Researched links:
You can also read some articles:
- Effective Chemical Management Procedures Useful For Textile Industry (Updated 2023)
- The Best Cold Water Fabric Dyes For Tie-Dye Reviews 2023
- The Best Rit Dye Liquid Fabric Dye Reviews In 2023
- Revealing The Discovered Dyeing Defects, Causes, And Remedies Updated 2023
- Updated Technique 2023 Of How To Screen-Print At home For Cheap
You can find us on:
[…] Tencel Cotton Blend Fabric Knitting And Dyeing With A Practical Experiment Full Data 2021 […]
[…] Tencel Cotton Blend Fabric Knitting And Dyeing With A Practical Experiment Full Data 2021 […]