Ponte Roma fabric can also be called Ponte Di Roma fabric. It is nothing but double-knit jersey fabric. This is why it is also called Ponte jersey fabric. It can be manufactured by the combination of polyester rayon/viscose and spandex. My topic for viscose Ponte Roma fabric. It is a special development in the world. Ponte Roma fabric is more stable and both sides same looking fabric. It is a special stretchy and comfortable fabric. It is also a more stable fabric.
Viscose Ponte Roma Fabric Knitting, Dyeing, Finishing, and Testing parameters with practical and technical documentation
Here I am sharing my most recent experience which I did. I am explaining all the required parameters of knitting dyeing finishing and testing of viscose Ponte Roma fabric.
Target Parameter:
| Fabric type | Ponte Roma/ Ponte di roma |
| Composition | 75% viscose+22%polyester+3%elas |
| Color Name /Pantone | Yellow |
| Shade % | 1.5% |
| Repaired Diameter | 180 |
| Required GSM | 350-370 |
| Special Note | Special fabric needs special care |
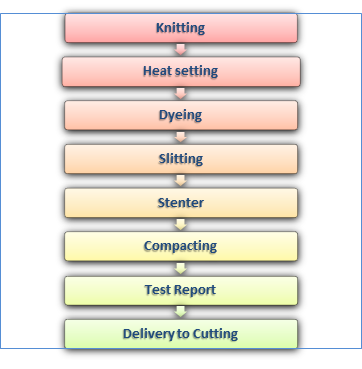
Estimated target process flow chart of Viscose Ponte Roma Fabric:
Imported yarn parameter:
We imported yarn from a reputed company for this cotton Tencel blend fabric. I am sharing the below parameter.
| Yarn count and Type | 26 S/1 viscose Vortex+75D AC Polyester |
| Yarn Composition | 75% viscose+22%polyester+3%elas |
| Yarn Brand | A Reported Company |
Knitting setting Parameter of Ponte Roma Fabric:
The setting parameter of knitting to get our target fabric are below the table.
| Machine Dia and Gauge | 36 & 18G |
| Total Needle | 3680 |
| Stitch length | 28.5+25.0 |
| Machine Brand | Orizio |
| Machine RPM | 12 |
The parameter after Knitting of viscose Ponte Roma fabric:
After completing knitting we get the fabric parameter stated below table.
| Grey fabric width (Dia) | 206 cm open |
| Gray GSM | 320 |
Dyeing of Ponte Roma fabric with dispersed and reactive dyes:
Here we have completed knitting this Ponte Roma fabric. Now we have the dye the fabric. We discussed below all the flow processes of dyeing which we did for this batch.
Dyeing of viscose Ponte Roma Fabric flow Chart:
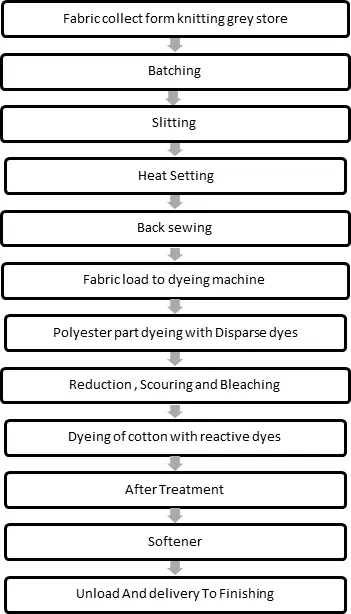
Short description of viscose ponte roma fabric dyeing process flow chart:
I am giving here a short description for a better understanding of all the processes.
Batching:
Knitted fabric is collected from the knitting gray store and created a batch here. Batch means the prepare fabric to dyeable format. Knitting is done roll to roll. Here fabric creates a rope according to the loading capacity of the dyeing machine. A batch card is also created for storing all the knitting and dyeing process parameters.
Heat Setting for this special Ponte Roma fabric:
Heat setting is the process of a stenter machine to control the dimensional stability of the fabric. This process is added to control the mechanical deformation of a knitted fabric like crease marks, long marks, Fabric side twisting, etc. This process is not needed for all the fabric. It is not possible to state all the fabric types. I am giving only some of the fabric which is in my mind right now.
The heat setting is done for the fabric which is given below table:
| Fabric Type | GSM Range |
| Elastane / lycra fabric | All gsm fabric |
| Single jersey fabric | 180 and above |
| Fleece / terry | 350 and above |
| 100% polyester fabric/ PC fabric | All gsm fabric |
| Special constructional fabric | All gsm fabric( Depends on target swatch) |
| All types of CVC fabric | All GSM (Which need polyester part dyeing) |
| Tightly knitted fabric | All Gsm fabric |
Setting parameter of this special viscose Ponte Roma fabric and result:
Temperature: 195’C
Overfeed: 35%
Machine speed: 18
Padder pressure : 1st padder- 3, 2nd padder- 2
Ist batch liquid: Lubricant & oil remover
2nd Batch Liquid: Lubricant
Before GSM: 335
After GSM: 325
| Setting parameter name | Before heat set | Setting In stenter machine | After heat set |
| Fabric diameter | 174 | 185 | 180 |
Loading to dyeing machine:
It is the 4th step of the dyeing process. Lubricant is injected into the machine for avoiding friction between the machine and the fabric surface. Then load the fabric. Cycle time, Pump pressure, Reel speed, and Nozzle pressure setting is controlled here. Then rise the temperature to 80’c and run 10min. Drain and wash.
Polyester part dyeing of the Ponte Roma fabric with dispersed dyes:
Control the PH 4.5 then raise the temperature to 130’c and run 45min. Cooling and drain if the shade is ok.
Reduction Cleaning:
The unfixed dispersed dyes are removed from the surface of the fabric. The unfixed dyes means the dyes which are not completely fixed with the fabric. It improves the fastness properties of the fabric.
Scouring and Bleaching:
Normally scouring and bleaching are two different processes in oven fabric. But for knitting fabric, is done in the same batch. For the dyeing Ponte Roma fabric, we use soda ash light, multifunctional scouring agent, and hydrogen peroxide a little bit used to scour and bleach here.
Dyeing:
A Reactive dyeing process is used here. This is one of the best sensitive fabrics (viscose polyester and acrylic). So that it needs special care to get better results. This is why we use a perfect dyeing process. The result of this fabric dyeing process is good to use. I personally use this process in my factory for better results.
After-treatment:
In this stage, neutralization is done. Then the unfixed dyes are removed by a soaping agent. Better or high-temperature soaping will give you better fastness properties. But here the dye shade% is low. So that no need to high soaping. Here core neutralizer is used to get better results. But we can also use only ascetic acid for naturalization.
Special note For dyeing of Ponte Roma fabric :
Over sure about the PH of the dye bath during dispersed dyes and other stages, Need proper heat setting. Lubricant must have to inject before loading the fabric. The cycle time range will be 2min-3min (Not below 2min).
Dyeing process 100% cotton fabric step by step:
Color Name: As Swatch(Yellow)
Batch quantity: 10kg
Dyeing Type: Disperse and reactive dyeing
M:L : 1: 10
Enzyme Type: No
Cycle Time: 2.5 min
Special Note: Care full about PH and the process
Polyester Part Dyeing
Oxalic acid and increasing agent hot 80’c temperature
Run 10min
Drain and fill
Control Ph 4.5
Leveling of dispersed dyeing and Antecreaseing agents inject
Run 10min
Rise temperature 80’c
Color(disperse dyes) dossing 30min
Run 10min
Rise temperature 130’c Grade 0.5
Run 45min
Cooling at 80’c Grade 0.5
Check the shade
If ok drain the dye batch
Reduction Cleaning
Dossing the soda ash lt for 10min
then rise the temperature at 80’c
rise the chemical tank temperature 80’c also
inject the hydro’s
rise the temperature to 95’c
run 15min
cooling at 80’c
drain
Scouring & Bleaching
Detergent + Anti-creasing agent = Inject
Temp 40c*= Fabric Load
Soda ash light Dosing
Temperature 60c*20 Minute
Temperature 70c
Sequestering agent + H2O2 Dosing 5 Minute
Temp to 95’C & run 50 Minute
Cooling at 78’C
Sample check
If the sample ok then Drain
Normal Hot 70*10
Peroxide killer 60*10 Minute
Drain
Naturalization with acid
Drain
Wash 10 min
Dyeing Viscose part
Levelling Ph check 6.20
Levelling Dosing 60c 3 Minute
Color Dosing 25 Minute
Runtime 10 minute
1st 10% Salt Dosing 15 Minute
Runtime 10 Minute
2nd 20% Salt dosing 15 Minute
Runtime 10 Minute
3rd 70% Salt Dosing 15 Minute
Runtime 10 Minute
Salt Sample check
1st 10% Soda dosing 15 minute
Runtime 10 minute
90% Soda dosing 25 minute
Runtime 10 minute
Sample check
BD
Hot wash
Acid
Unload
Finishing Process of viscose ponte roma fabric:
Now we completed the dyeing of this fabric. Now we discuss the finishing process and parameter step by step below:
Finishing flow chart of nylon fabric:
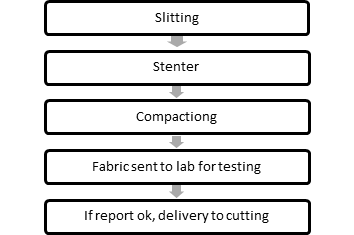
Short Description of the flow process stages for better understanding:
Slitting:
After dyeing the fabric we get it as a tube format fabric. But we have to use an open stenter and compacting machine to get better results. So that the fabric needs to open. This is why we use this machine to open this fabric.
Setting parameter And result:
| Machine speed | 40 |
| Padder Pressure | 1.5 |
| Fabric In Diameter | 36 Cm (Tube) |
| Fabric Out Diameter | 170 Cm ( open) |
Stenter:
We dry the fabric and control the diameter, GSM, and shrinkage. For this, we need to appropriate setting. I am giving the setting which I did for this batch
Setting parameter of Stenter:
| Speed | 16 |
| Diameter | 180 |
| Temperature | 120’C |
| Overfeed | 50% |
| Padder pressure | 3+2 |
| After Stenter | |
| Fabric diameter | 170 |
| GSM | 350 |
| Stenter Parameter | ||
| Setting | Speed | 16 |
| Dia | 170 | |
| Tem | 120 | |
| Overfeed | 50% | |
| Padder Pressue | 3+2 | |
| After Stenter | Dia | 170 |
| GSM | 350 | |
| Shrinkage | Length | |
| Width | ||
| Spirality |
Compacting:
| Compacting Parameter | ||||
| Common Setting | Overfeed | 30% | ||
| Speed/RPM | 14 | |||
| Temp | 120 | |||
| Steam Pressure | 30 | |||
| Topic | Target | Before | setting | after |
| Dia | 150 | 170 | 170 | 170 |
| Gsm | 180 | 350 | 360 | |
| Shrinkage | ||||
| Tumble dry | Length | -11% | ||
| Width | +6% | |||
| Spiralinity | 2% | |||
| Line dry | Length | -10% | ||
| width | 8.20% | |||
| Spirality | 0.0% |
Full dia, gsm, and shrinkage are controlled here. Better appearance and looking are done here. The overall quality of dyeing is controlled here.
I am giving the parameter which I did for the subjective batch.
Special Note: Wash GSM =410
All the parameters are actual which I got during the process.
Now the fabric is sent to the testing lab for all the test reports.
Comments: The control of the shrinkage needs Dia 10cm – during heat setting.
The testing report of Ponte Roma Fabric:
How many Tests will be done on the fabric depending on the buyer’s requirement? This batch is done for development so the basic testing is done here. We did the test.
FABRIC TEST REPORT
DATE: 16 October 2021
Contact Person: Mr. B. K Islam
Sample Details:
| Sample Received | : | Knitted Ponti De Roma Fabric Sample Marked as (A) in Color As Swatch yellow |
| Test Period | : | 13 October 2021 to 15 October 2021 |
| Turn Around Time | : | 02 Days |
| No of Sample Received | : | Two (02) Meter |
| Sample Description & Color Name | : | Knitted of Ponti De Roma Fabric Sample Marked as (A) in Color As Swatch yellow |
| Style Name | : | PANT |
| SR No | : | |
| Batch No | : | |
| Fabric Weight | : | 370 GSM |
| Care Instruction | : | |
| Test Program | : | Package Test |
| Buyer Name | : | Practical Textile |
Conclusion of Test Results:
| Sl. No. | Test Name | Results (A) |
| 01 | Dimensional Change in Washing | Fail |
| 02 | Spirality After Washing | Pass |
| 03 | Color Fastness to Washing | Pass |
| 04 | Color Fastness to Rubbing | Pass |
| 05 | Color Fastness to Perspiration | Pass |
| 06 | Bursting Strength | Fail |
| 07 | Pilling Resistance | Pass |
| 08 | Mass Per Unit Area | Fail |
| 09 | Fiber Analysis | Pass |
TEST REPORT with Process description of Ponte Roma fabric:
01. Dimensional Change in Washing
Test Method : ISO 5077+ ISO 3759+ ISO 6330: 2012
Test Condition: Normal Program, Machine Wash@40°C, Line Dry, Used domestic washing machine Wascator, 20 gram ECE Reference Detergent with 2.0kg load.
| Sample (A) | After One Wash | |
| Direction | Result | Client Requirement |
| Length | -10.0% | ±5% |
| Width | +8.2% |
Remark: (+) Means Extension And (-) Means Shrinkage
02. Spirality After Washing
Test Method: ISO 16322-3: 2005
Test Condition: Normal Program, Machine Wash@40°C, Line Dry, Used domestic washing machine Wascator, 20 gram ECE Reference Detergent with 2.0kg load.
| Sample (A) | Result | Client Requirement |
| Spirality | 0.0% | Max 4% |
03. Color Fastness To Washing
Test Method: ISO 105 CO6-A1S:2010
Test Condition: Temperature at 40 degrees, Time 30 min, Detergent 4g/l ECE With 10 Steel Balls
| Sample (A) | Result | Client Requirement |
| Color Change | 4 | 3-4 |
| Color staining | 3-4 | |
| -Acetate | 4-5 | |
| -Cotton | 4-5 | |
| -Nylon | 4-5 | |
| -Polyester | 4-5 | |
| -Acrylic | 4-5 | |
| -Wool | 4-5 |
04. Color Fastness To Rubbing
Test Method: ISO 105 X12:2016
Test Stage: As Received Stage
| Sample (A) | Result | Client Requirement |
| Dry Rub | 4-5 | 3-4 |
| Wet Rub | 4-5 | 3 |
05. Color Fastness To Perspiration
Test Method: ISO 105 E04:2013
Test Condition: Temperature at 37±2 degrees, Time 4 hours.
| Sample (A) | Result | Client Requirement | |
| Acid | Alkaline | ||
| Color Change | 4 | 4 | 4 |
| Color staining | 3-4 | ||
| -Acetate | 4-5 | 4-5 | |
| -Cotton | 4-5 | 4-5 | |
| -Nylon | 4-5 | 4-5 | |
| -Polyester | 4-5 | 4-5 | |
| -Acrylic | 4-5 | 4-5 | |
| -Wool | 4-5 | 4-5 |
06. Bursting Strength
Test Method: ISO 13938-2:2019, used 50 cm2 dia
Test Stage: As Received Stage
| Sample (A) | Result | Client Requirement |
| Average | 114.2 kPa | 125 kPa |
07. Resistance Of Pilling (ICI Box Method)
Test Method: EN ISO 12945-1:2020
Test Condition: As Received Stage
| Sample (A) | Result | Client Requirement | |
| After 10, 800 Cycle | Length Direction | Width Direction | |
| Grade | 4 | 4 | 3-4 |
| Note: Fuzzy effects are observed |
Visual Assessment
| Grade | Description |
| 5 | No Change |
| 4 | Slight Surface fuzzing and/or partially formed pills. |
| 3 | Moderate surface fuzzing and/or moderate pilling. Pills of varying size and density covering the specimen surface. |
| 2 | Distinct surface fuzzing and/or distinct pilling. Pills of varying size and density cover a large proportion of the specimen surface. |
| 1 | Moderate surface fuzzing and/or moderate pilling. Pills of varying size and density cover the specimen surface. |
08. Mass Per Unit Area
Test Method: EN 12127: 1998
Test Stage: As Received Stage
| Sample (A) | Result | Client Requirement |
| Average | 249.8 g/m2 | 370 g/m2(±5%) |
07. Fiber Analysis
Test Method: ISO 1833:2006
Test Condition: As Received Stage
| Sample (A) | Results | Client Requirement | |
| Identification of fibers | Viscose + Elastane | +3% to -3% | |
| Analyzed fibers | Viscose | 98.2% | |
| Elastane | 1.8% | ||
| Fiber Label Recommended | 98% Viscose 2% Elastane | ||
| Note: Based On Moisture Regain Value According To Regulation ( EU ) No 1007/2011 |
Conclusion:
I am sharing here my full Ponte Roma fabric knitting and dying process with a flow chart. A complete practical Gide line is available here. Of course, everyone can ask me any process-related question in the comment section. I will answer the entire question. As a textile engineer, I think I can solve the problems from my 10 years of practical experience.
Research Links:
You may read some other articles
- Best Quality T Shirts For printing UK
- 6 Best Screen Printing Ink For Dark Fabric 2023
- Can You Use Fabric Paint to Dye Clothes
- Can You Tie-Dye Viscose Fabric? Like Bambo, Rayon, And Modal?
You can find us on:
Pingback: What Is Coolmax Fabric Made Of And 100% Practical Solution?
Pingback: Are Knitting Needles Allowed On Planes In 2021?
Pingback: How To Dye Polyester Fabric At Home
Pingback: Can You Dye Polyester And Elastane Fabric? A 100% Practical Experiment
Pingback: What Is The Best Dye For Linen? 5 Best Linen Dye Review
Comments are closed.